





Tin tức
03/12/2024
Cắt laser inox là phương pháp sử dụng tia laser để đốt cháy bề mặt của tấm inox thành các hình dạng như mong muốn. Phương pháp này đang được nhiều đơn vị quan tâm, đặt biệt là tại các xưởng gia công cơ khí. Kết hợp với công nghệ CNC hiện đại giúp tăng thêm độ chính xác cho thành phẩm. Giúp sản phẩm khi hoàn thiện có tính thẩm mỹ cao.
Nguyên lý hoạt động của cắt laser inox
Với sự phát triển không ngừng của công nghệ, hầu hết các loại máy cắt laser sẽ đều trang bị hệ thống lập trình tự động CNC. Phần máy CNC có chức năng điều khiển tự động, giúp đầu cắt laser di chuyển theo lập trình có sẵn, từ đó tạo ra sản phẩm với độ chính xác cao.
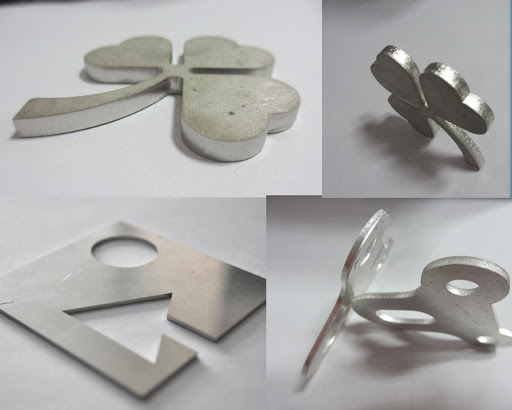
.jpg)
- Đầu tiên, máy chiếu ra tia laser năng lượng cao lên bề mặt vật liệu cần được gia công thông qua một hệ thống thấu kính. Độ nóng của chùm tia này sẽ đốt và làm nóng chảy cục bộ tại vị trí chiếu sáng của vật liệu. Đường kính của vết cắt được tạo ra thường không lớn hơn 0,5mm.
- Một chùm tia cắt laser thường có đường kính trong khoảng 0,1- 0,3mm và công suất khoảng từ 1- 3kW. Công suất này cần điều chỉnh tùy theo vật liệu được cắt và độ dày của vật liệu đó. Ví dụ, để cắt các vật liệu có tính phản chiếu như nhôm, bạn có thể cần công suất lên tới 6kW.
- Phần vật liệu tại vị trí chiếu sáng sẽ bị nóng chảy và bị đẩy ra khỏi vùng gia công, cùng trục với chùm tia laser. Ngoài ra, với một số loại vật liệu khác, do tác động của hóa học và vật lý sinh ra từ tia laser sẽ làm tăng tốc độ cắt vật liệu của máy.
- Bên cạnh đó, phần vật liệu nóng chảy cũng sẽ di chuyển theo bề mặt của quỹ đạo và sinh ra vết cắt. Nhờ đó, nó tự động hóa hoàn toàn để tạo ra hình dáng, kích thước hay hình ảnh 3D như mong muốn của người gia công.
Những lưu ý khi cắt laser inox
- Điều chỉnh công suất phù hợp, tùy vào độ dày của tấm phôi mà điều chỉnh công suất sao cho hợp lý. Đối với tấm inox quá dày nhưng công suất quá yếu sẽ khiến nét cắt không đứt lìa hoàn toàn, tạo thành các đường răng cưa trên vật liệu, cùng với đó là tốn thêm thời gian xử lý. Ngược lại, với các tấm inox có độ dày nhỏ nhưng công suất quá lớn sẽ khiến tấm phôi bị cháy, ố đen làm mất thẩm mỹ.
- Điều chỉnh khoảng cách phù hợp giữa đầu chiếu laser với tấm phôi. Với một số kim loại có cùng độ dày, thì những tấm phôi có độ cứng cao hơn như sắt, thép, đồng …, cần điều chỉnh khoảng cách gần hơn so với vật liệu độ cứng ít như kẽm, nhôm, tole.
- Đối với những loại máy có khung bảo vệ, nên đóng kín cửa trước khi cắt laser inox tấm. Tại xưởng cơ khí tồn tại rất nhiều khói, bụi và tạp chất, những chất bẩn này bay vào sẽ ảnh hưởng đến quá trình cắt laser. Đồng thời, đóng kín cửa cũng giúp bảo vệ an toàn cho những người bên cạnh, tránh bị tia laser bắn vào người.
- Hạn chế cho máy móc làm việc liên tục, máy hoạt động với công suất rất cao, nên khi làm việc liên tục không ngừng nghỉ sẽ khiến cho máy dễ bị quá tải. Đồng thời phải vệ sinh và bảo hành định kỳ, giúp hoạt động được ổn định hơn.
Bài viết liên quan
- Ứng dụng của công nghệ cắt CNC trong quảng cáo (15.06.2026)
- CNC 5 trục là gì? Tìm hiểu công nghệ máy cnc 5 trục (15.06.2026)
- AI đang thay đổi ngành gia công như thế nào? (15.06.2026)
- Giải Pháp Cắt Dây Molipden Tối Ưu (15.06.2026)
- Cắt CNC Cửa Sắt: Xu Hướng Mới (15.06.2026)
- Ứng dụng của cắt laser trong ngành xây dựng các công trình là gì? (12.06.2026)
- So sánh cắt Laser và Plasma chi tiết (12.06.2026)
- Máy Cắt Laser Hoạt Động Như Thế Nào Để Vận Hành An Toàn? (12.06.2026)
- Các lưu ý để vận hành an toàn và bảo vệ máy cắt laser (12.06.2026)
- Những Điều Cần Biết Về Cắt Laser Thép Tấm 2026 (12.06.2026)
- Cắt Laser CNC Giá Xưởng Đồng Nai – Giải Pháp Tối Ưu Chi Phí Cho Doanh Nghiệp (05.06.2026)
- Dịch Vụ Cắt Laser Lấy Liền Đồng Nai – Tối Ưu Tiến Độ, Khẳng Định Chất Lượng (05.06.2026)






























